
氣焊也被稱作為釬焊,是利用熔點比焊件為低的焊料(又稱焊條),通過可燃氣體和助燃氣體在焊槍中混合燃燒時產生的高溫火焰,加熱焊件,熔化焊條,是焊件連接的方法。
釬焊的原理和特點
1、釬焊的定義:
釬焊是利用熔點比母體低的釬料和母體一起加熱,在母體不熔化的情況下,釬料熔化后因毛細吸附現象而填充進兩母體連接處的縫隙,形成焊縫。在焊縫中,釬料和母體之間相互溶解和擴散,從而得到牢固結合。
釬焊按所用釬料熔點的高低不同,可分二大類:
a) 釬料熔點<450℃的釬焊稱為軟釬焊;
b) 釬料熔點>450℃的釬焊稱為硬釬焊。
2、釬焊的特點
釬焊的主要特點是加熱溫度較低,焊件的組織和機械性能變化較小,接頭平整光滑,變形不大,且可連接不同材料,生產效率高。
釬焊接頭的強度,直接受接頭裝配縫大小影響,接合處的強度會隨著縫隙的增大而下降,而且縫隙的大小還影響毛細管作用與釬著面積,因此釬焊接頭裝配時,應保持均勻而嚴格的縫隙,以確保釬焊接頭的質量。
氣焊設備使用方法
氣壓調節:首先打開氧氣鋼瓶的瓶閥(逆時針),然后順時針調整氧氣減壓器上的減壓手柄(順時針),調整低壓工作壓力至0.1—0.3MPa.乙炔氣或液化石油氣的工作壓力為0.03—0.05MPa。
點火方法:先微開焊炬的氧氣閥,再稍微打開可燃氣體閥,點燃火焰后再去調整兩個調節閥的開啟比例。
| 氮氣及氮氣瓶 |
|
| 氧氣瓶的檢測用儀表和減壓閥 |
|
| 氣焊設備 |
|
| 氣焊設備中的焊槍 |
|
氧氣瓶、乙炔氣瓶(燃氣瓶)和焊槍是制冷設備維修時常使用的工具;對制冷設備進行管路吹洗、試壓、檢漏時都需要使用氮氣。
火焰調整:略增加氧氣含量,再加大可燃氣體含量使之先調整為碳化焰,然后增大氧氣供應量,逐漸調整成中性焰。
焊接操作要點:
a、首先對工件預熱,預熱時焊炬火焰焰心的尖端距工件為2—4mm,并垂直于管道。
b、當管道(銅管)的顏色呈暗紅色時,涂焊料時,此時溫度為700℃。
c、點涂焊料時,不要與焊炬的火焰距離太近。
焊接注意事項 :焊接時,焊料沒有完全凝固時,絕對不可使銅管動搖或振動,以免焊接部位產生裂紋,使管路泄露。焊接后必須將焊口殘留的焊劑、熔渣清除干凈。焊口表面應整齊、圓潤、美觀,無凹凸不平和氣泡夾渣。
焊接質量分析及對策
|
焊接不好的例子 |
對應的措施 |
|
慢慢加熱升溫 ①焊接流動性明顯不好 ②焊不透,強度不夠 ③產生氣孔 |
重新調整火焰,將火焰的溫度提高,以減少加熱時間母材加熱至豆沙色 |
|
加熱不夠 現象:①容易產生氣孔等缺陷 ②不容易焊透,強度不夠 |
母材加熱至足夠溫度后再插入焊料 保證加熱均勻 |
|
加熱過度 現象:①焊點顏色發暗發黑 ②母材起泡 |
重新調整火焰,將火焰的溫度降低 減少加熱時間 |
|
母材不干凈 現象:①產生氣孔或真空 ②焊接流動性不好 |
按要求去除母材表面的灰塵、油污、氧化物 按要求去除母材端口的毛邊和銹斑 |
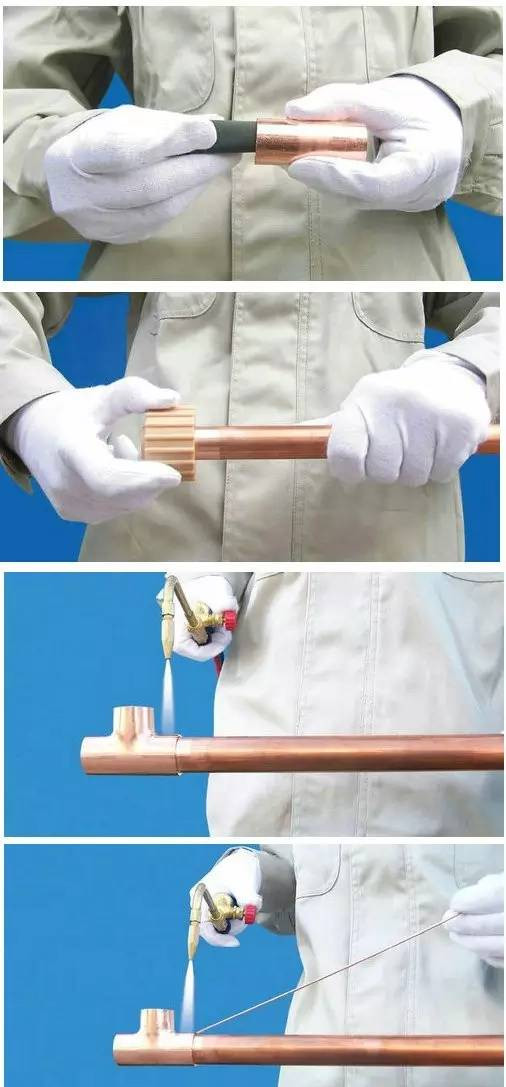
銅管釬焊操作過程
1、將銅管接頭處外表及管件接頭處內表面的氧化膜、油污等清理干凈。
2、將銅管插入管件,插到底并旋轉,以保持均勻間隙。
3、用氣焊火焰對接頭實施均勻加熱直到加熱到釬焊溫度,此時的溫度應約為650℃~750℃,被加熱件的顔色為櫻紅色。
4、達到釬焊加熱溫度時送入釬劑,(指紫銅管和黃銅件連接時,紫銅管和紫銅配件連接不必加入釬劑。)
5、用釬料來接觸被加到高溫的接頭處,當銅管接頭處的溫度能使釬料迅速熔化時,表示接頭處測試已達到釬焊溫度,即可邊加熱,邊添加釬焊料直至將釬縫填滿,形成焊縫。此時火焰不能直接對著焊料加熱。
6、移去火焰,使接頭在靜止狀態下冷卻結晶。
7、將接頭的殘渣清理干凈,焊件自然冷卻。
(文章來自暖通南社,若有侵犯到個人所屬權,請聯系刪除)
上一篇:已經沒有了
返回